
مختلف ڪوئل وائننگ وائر، ڊبل وائر، ملٽي وائر، ڪيڪ زخم اسپيشل انڊڪٽانس، متوازي ايناميلڊ تار، مختلف وضاحتون حسب ضرورت
1.jpg)


پيداوار جي وضاحت
1. خاصيتون:ڪسٽمائيز وضاحتون ۽ موصليت پرت جي مختلف قسمن، ۽ مٿاڇري جي پرت کي خود چپيندڙ پرت سان گڏ ڪري سگهجي ٿو.
2. وضاحت جي حد:ھڪڙي لڪير ساڳي وضاحت سان پر مختلف رنگ، مختلف وضاحتون ۽ مختلف قسمون (اڪيلو لائين وضاحت جي حد: 0.03mm-0.500mm).
3. پيداوار جي درخواست:اهو خاص طور تي استعمال ڪيو ويندو آهي اعلي گهربل ڊبل / ملٽي وائر متوازي زخم جي مصنوعات، جهڙوڪ خاص انڊڪٽرز، آر ايف ٽرانسفارمرز، وغيره. ان کي ٻن/ٽي/پنج ڪوئل برادرين ۾ مختلف رنگن ۽ مڪمل طور تي هڪجهڙائي واري مزاحمت/انڊڪٽانس ۽ ٻين پيرا ميٽرن ۾، يا ٻه/ٽي/پنج ڪوئل برادرين ۾ مختلف وضاحتن سان، پر هڪجهڙي تار جي ڊگھائي ۾ زخمي ڪري سگهجي ٿو.
4. اسڪيمي ڊراگرام هن ريت آهي:
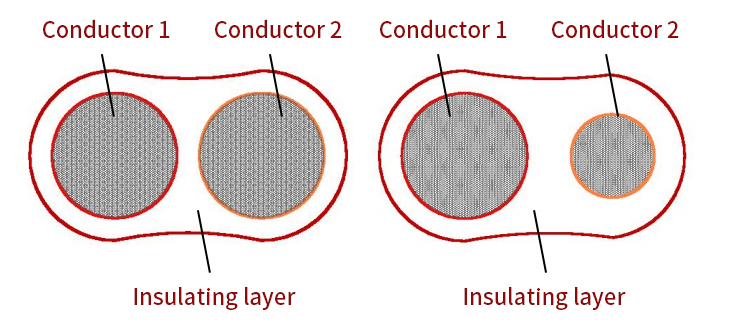

enamelled تار جي عمل جي وهڪري
1، ادائگي:عام طور تي هلندڙ ايناميل ٿيل مشين تي، اڪثر آپريٽر جي توانائي ۽ جسماني طاقت ادا ڪرڻ واري حصي ۾ استعمال ٿيندي آهي. ادائگي واري ريل کي تبديل ڪرڻ سان آپريٽر کي تمام گھڻي مزدوري ادا ڪري ٿي. معيار جا مسئلا ۽ آپريشن جي ناڪامي آسانيءَ سان ٿينديون آهن لڪير کان لڪير تي. مؤثر طريقو وڏي گنجائش ۾ ادا ڪرڻ آهي. ادا ڪرڻ جي ڪنجي ٽينشن کي ڪنٽرول ڪرڻ آهي. جڏهن ٽينشن وڏو هوندو آهي، ته اهو نه رڳو ڪنڊڪٽر کي پتلي ڪندو، ڪنڊڪٽر جي مٿاڇري کي چمڪ وڃائي ڇڏيندو، پر ايناميل تار جي ڪيترن ئي خاصيتن کي پڻ متاثر ڪندو.
2، ڇڪڻ:اسٽريچنگ جو مقصد اھو آھي ته ڪنڊڪٽر کي ٺاھيو وڃي جيڪو ھڪڙي خاص درجه حرارت تي گرم ٿيل مولڊ جي اسٽريچنگ جي عمل دوران جالي جي تبديليءَ سبب سخت ٿي وڃي ٿو، ته جيئن ان عمل جي گھربل لچڪ کي ماليڪيولر لٽيس جي ٻيهر ترتيب ڏيڻ کان پوءِ بحال ڪري سگھجي. ساڳي ئي وقت، اسٽريچنگ جي عمل دوران ڪنڊيڪٽر جي مٿاڇري تي باقي بچيل سڻڪ ۽ تيل جي داغ کي هٽائي سگهجي ٿو، انهي ڪري ته موصل کي آساني سان رنگ ڪري سگهجي ٿو ۽ ايناميلڊ تار جي معيار جي ضمانت ڏئي سگهجي ٿي.
3، مصوري:پينٽنگ هڪ خاص ٿلهي سان هڪ يونيفارم رنگ جي پرت ٺاهڻ لاءِ دھات جي ڪنڊڪٽر تي ايناميلڊ وائر پينٽ کي ڪوٽنگ ڪرڻ جو عمل آهي.
4، پچائڻ:مصوري وانگر، بيڪنگ هڪ سائيڪل عمل آهي. سڀ کان پهريان، رنگ جي محلول ۾ سالوينٽ بخاري ٿي ويندو آهي، پوء هڪ فلم ٺاهڻ لاء علاج ڪيو ويندو آهي، ۽ پوء رنگ پڪل آهي. پچائڻ واري عمل ۾ آلودگي پيدا ٿيندي، تنهنڪري فرنس کي فوري طور تي خارج ڪيو وڃي. عام طور تي، catalytic combustion گرم هوا گردش فرنس استعمال ڪيو ويندو. ساڳئي وقت، فضول خارج ٿيڻ جو مقدار تمام وڏو يا تمام ننڍڙو نه هجڻ گهرجي. ڇاڪاڻ ته فضول خارج ڪرڻ جي عمل ۾ گرميء جي هڪ وڏي مقدار کي ڪڍيو ويندو، تنهنڪري فضول خارج ٿيڻ نه رڳو محفوظ پيداوار ۽ پيداوار جي معيار کي يقيني بڻائي، پر پڻ وڏي مقدار ۾ گرمي جي نقصان جي سبب نه هوندي.
5، ٿڌي ڪرڻ:تندور مان نڪرندڙ ايناميل تار ۾ اعلي درجه حرارت، نرم رنگ واري فلم ۽ گهٽ طاقت آهي. جيڪڏهن ان کي وقت تي ٿڌو نه ڪيو وڃي ته، گائيڊ واري ڦيٿي مان گذرندڙ پينٽ فلم خراب ٿي ويندي، جيڪا انميل تار جي معيار کي متاثر ڪندي.
6، لوڻ:enamelled تار جي lubrication کڻڻ جي tightness سان هڪ وڏو تعلق آهي. ايناميل ٿيل تار لاءِ استعمال ٿيندڙ لوبريڪٽ، انميل ٿيل تار جي مٿاڇري کي ٿلهي بنائڻ جي قابل هوندو، تار کي نقصان پهچائڻ کان سواءِ، ٽيڪ اپ ريل جي طاقت کي متاثر ڪرڻ ۽ استعمال ڪندڙ جي استعمال کي متاثر ڪرڻ کان سواءِ. تيل جي مثالي مقدار enamelled تار کي slippery محسوس ڪرڻ آهي، پر هٿ تي ڪو به واضح تيل نه ڏسي سگهجي ٿو. مقدار جي نقطه نظر کان، 1 گرام سڻڻ واري تيل کي 1 ㎡ ايناميلڊ تار جي مٿاڇري تي ڪوٽنگ ڪري سگهجي ٿو.
7، وائر کڻڻ:وائر کڻڻ جو مقصد اهو آهي ته اناميل ٿيل تار کي اسپول تي لڳاتار، مضبوطيءَ سان ۽ برابريءَ سان ويڙهيو وڃي. اهو ضروري آهي ته کڻڻ واري ميڪانيزم کي مستحڪم طور تي هلائڻ گهرجي، گهٽ شور، مناسب ٽينشن ۽ باقاعده تار جي ترتيب سان.
enamelled تار جي پيداوار جي عمل کي تفصيل سان ڄاڻڻ کان پوء، ڇا توهان سوچيو ٿا ته اهو آسان ناهي ته ايناميل تار پيدا ڪرڻ جيڪا معياري گهرجن کي پورو ڪري، ڇاڪاڻ ته هر عمل وارو قدم، جهڙوڪ بيڪنگ يا پينٽنگ، ايناميلڊ تار جي معيار کي متاثر ڪندو، ۽ اهو آهي. پڻ خام مال، معيار، ماحول، پيداوار جي سامان ۽ ٻين عنصرن کان متاثر، تنهنڪري پيداوار جي معيار مختلف ٿي ويندي. جيتوڻيڪ مختلف enamelled تارن جي معيار جون خاصيتون ۽ برانڊون مختلف آهن، اهي بنيادي طور تي چار خاصيتون آهن، يعني مشيني ملڪيت، ڪيميائي ملڪيت، برقي ملڪيت ۽ حرارتي ملڪيت.

2-300x300.jpg)
-300x300.jpg)
1-300x300.jpg)
